 您暂无询盘信息!
您暂无询盘信息!








 当前位置:
当前位置:
相信很多人都不太了解热浸镀锌与电镀喷锌有什么区别,今天通达惠小编就来为大家具体讲解一下相关知识:
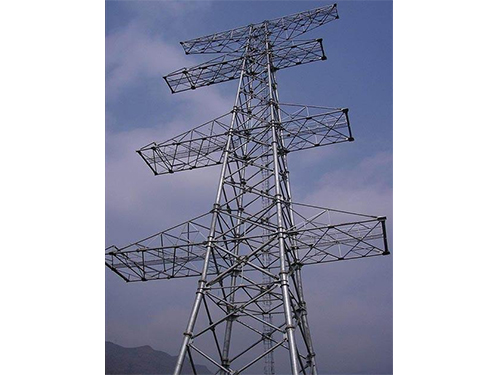
热浸镀锌与电弧喷锌(铝)涂层都是户外钢结构防腐蚀的有效方法。鉴于热浸镀锌在制造工艺、涂层性能等方面与电弧喷锌(铝)存在较大差别,一般来说,在海洋、酸雨和工业大气等严重腐蚀环境下、钢结构件形状复杂时和根求防腐蚀年限在25年以上时,采用电弧喷锌(铝)长效防腐技术是好选择。
热浸镀锌涂层仅可以提供一般腐蚀环境下钢结构10年以上的防腐寿命,镀层厚度要达到85μm以上且要外加有机涂料进行涂装,事实上热镀锌表面涂装有机涂层的结合力是比较低的,很难**漆膜长时间不脱落。

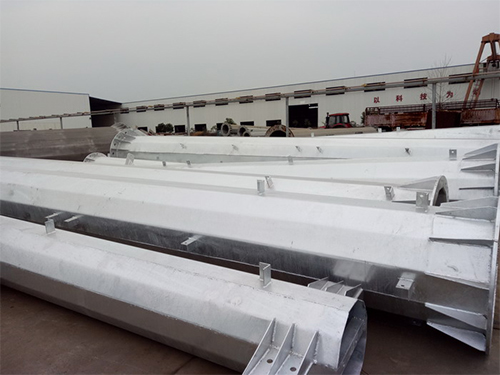
电弧喷涂与热浸镀技术的对比 对比项目电弧喷涂(锌)热浸镀(锌)涂层形成原理 利用电弧喷涂设备,将纯金属线材(锌、铝及其合金等)通过电弧加热、熔融、雾化、喷涂到经喷砂除锈后的钢铁工件表面,形成电弧喷涂层。再经有机封闭涂料封闭和面漆涂装,可形成具有良好外观的长效防腐复合涂层。钢铁工件经酸洗除锈后,浸入480~520℃的高温热浸镀锌熔池数分钟后,使工作沾满锌液,再提出工件浸入常温水中冷却形成热镀锌镀层。涂层厚度 无论是机械化喷涂还是人工喷涂,都可以获得厚度均匀的喷涂层。根据腐蚀环境和防护寿命要求的不同,可以设计不同的涂层厚度,喷涂操作时可以控制涂层厚度在50~1000μm之间的任意值。
热浸镀锌工艺中,液态锌黏附在工件表面,由于低凹部位锌层较厚,镀层厚度存在不均匀性,也导致漆耐蚀性能的差别。
镀锌层厚度薄,低于100μm。对工件尺寸的要求对工件尺寸没有要求,很大和很小的工件都能喷涂,但要求不能有喷不到的死角。受热浸镀镀槽的限制,尺寸较大的工件不能热浸镀。对工件的热影响对工件表面的确良升温一般不超过100~150℃,而且热量散失快,温度保持时间很短,不会造成工件变形和退火。温度高,对长的构件和薄壁工件必然会产生变形,因此在镀后需要对工件进行校直,对于形状复杂工件校直很难达到原状,校直过程中还可能会引起镀层局部损伤。前处理工艺喷砂除锈。酸洗除锈。残存的酸液难以冲洗干净,会在热浸镀锌后渗透出来继续腐蚀锌镀层。涂层修复电弧喷涂层形成过程中一般不会产生特别的缺陷,但在工件转运、现场安装、切割或焊接等过程中可能造成金属喷涂层的损伤,可以在现场采用电弧喷涂工艺对涂层进行即时修复,充分**工件各个部份都获得等效的防护。无论是在镀层形成过程中,还是镀后加工中存在的镀层损伤和其他缺陷,或是焊接造成的涂层损坏,都无法用热浸镀锌工艺进行修复,只能采用热喷涂锌或涂刷富锌漆的方法修补。现场施工可以现场施工,甚至可以高空作业。只能在厂内热浸镀,不能现场施工。防护寿命电弧喷涂锌或铝涂层加封闭和面漆的复合涂层系统至少可以保护钢铁30~50年以上。防护寿命与镀层厚度有关,一般低于10~15年。寿命周期成本低较高。
四川通达惠金属制品有限公司是西南地区一家集成都热浸镀锌加工、生产的大型综合企业,在行业里获得众多好评。

