 您暂无询盘信息!
您暂无询盘信息!








 当前位置:
当前位置:
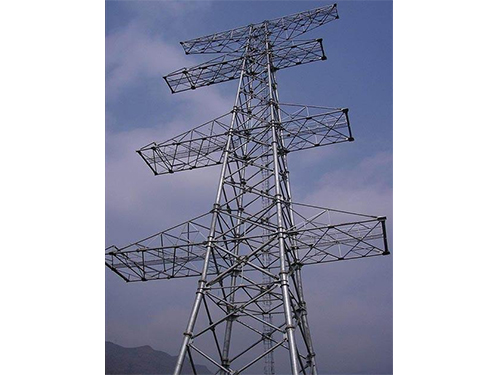
钢管塔的建设现在是越来越多了,但是随着钢管塔的建设越多其中焊接问题也是越来越明显了,下面就让成都钢管塔来给你说说这个问题。
近年来,..电网公司在特高压建设方面发展迅速,截止目前已建成“八交十三直”、在建“四交两直”特高压工程,其中特高压交流工程大批量采用钢管塔。在钢管塔设计中带颈法兰的应用为钢管塔的生产大大节约了焊接量,提高了焊接效率,节约了大量的焊接成本。而钢管与带颈法兰对接环焊缝的质量要求为一 级焊缝,质量要求高,过程控制严。要求钢管塔生产厂家....超声波探伤检测,同时委托第三方进行不低于20%的抽检,以..焊缝质量。特高压钢管塔对接环焊缝的焊接方法大部分厂家采用GMAW、SAW以及相应的组合焊接方法,还有少部分厂家采用SMAW、GTAW+GMAW组合焊接方法。在前期特高压钢管塔对接环焊缝采用的焊接方法上,各个塔厂均不相同,各有特色。

在钢管塔对接环焊缝焊接中,均采用GMAW-A、SAW、GMAWA+S AW自动焊接的方法。在GMAW-A焊接方法的应用中,根据钢管规格不同又分别采用了单面焊双面成形工艺和双面焊接的工艺。在特高压钢管塔对接环焊缝生产控制方面,经过近七年的焊接工艺研究,十条特高压钢管塔工程的焊接实践,总结了一套既能充分发挥设备效能,又能提升焊接效率,还能..焊接质量的经验与方法。根据前期特高压钢管塔的生产统计,一 级焊缝一次交检合格率均达到98%以上,终交货合格率....。
1. 各种焊接方法的工艺特点
(1)GMAW-A单面焊双面成形焊接工艺 钢管直径159~325mm,壁厚为4~6mm,在焊接过程中通常焊接1~2层就能达到焊缝高度。针对此特点,在采用GMAW-A焊接方法时选取单面焊双面成形工艺,此工艺在焊接过程中首先一层焊缝要点控制背面成形,焊接时采用下坡焊,焊枪在2点~2点半位置,加工V形坡口,坡口角度60°±5°,装配间隙3~5mm。焊接设备采用钢管焊接专机,单端焊接。焊接参数如表1所示。
(2)GMAW-A双面焊接工艺 钢管直径为273~660mm,壁厚为7~12mm,在焊接过程中一般都需要焊接3~4层才能达到焊缝高度,为..焊接质量,采用GMAW-A双面焊接工艺,即..行封底焊接,焊缝清根处理后,再进行正面(外焊缝)多层焊接。加工V形坡口,坡口角度60°±5°,装配间隙1~3mm。焊接设备采用唐山开元研制的钢管法兰组焊生产线,可以进行两端同时焊接,焊接效率能够得到提高。焊接参数如表2所示。
(3)SAW焊接工艺 钢管直径480~965m m,壁厚为14~22mm,由于钢管壁较厚,加工V形坡口,采用GMAW方法多层焊时,一般在5层以上,焊接效率就不占优势了。而采用SAW工艺能提高焊接效率。板厚在16mm以下采用I形坡口,板厚超过16mm时采用大钝边V形坡口,钝边尺寸为6~10mm。I形坡口时焊缝内外各焊接1层,V形坡口时内焊1层,外焊1~3层。焊接设备采用埋弧焊环缝焊接专机。采用的焊接参数如表3所示。
(4)GMAW+SAW组合焊接工艺 钢管直径426~660mm,壁厚为8~1 6 m m,采用GMAW+SAW组合焊接工艺焊接效率提高更加明显,能够充分发挥设备的使用效率。焊接时GMAW焊接正面(即外焊缝),采用唐山开元钢管法兰组焊生产线,双端同时焊接;SAW焊接背面(即内焊缝),采用埋弧焊接专机,双端同时焊接。
2. 焊接工艺分析与应用
以上焊接工艺,经过几年的实践应用,焊接质量均能得到..,一次交检合格率均达到98%以上,但在焊接效率及焊接范围上差别很大。
GMAW-A单面焊双面成形工艺焊接小直径钢管时焊接效率高,大直径厚壁钢管需要多层多道焊接,焊接效率低,同时对装配要求及人员技能要求高;GMAW-A双面焊接,由于需要对封底焊缝清根处理,焊接投入辅助工时量大,虽然能双端焊接,但是总体焊接效率低;SAW焊接效率高,特别是采用I形坡口,不需要清根,内外双面各焊接一层就能达到质量要求,但是焊接厚壁钢管采用多层焊时焊接效率不明显,单层焊时焊接热输入大,不适用高强钢焊接;GMAW+SAW组合焊接工艺适用钢管直径范围广,GMAW焊接正面热输入小,适用于各种材质的钢材,同时采用唐山开元钢管法兰组焊生产线,能够双端同时焊接,提高焊接效率,SAW焊接内缝,由于焊接熔深大,不需要清根,一次就能焊透,能够..焊接质量,又能充分发挥设备的使用效能,值得推广应用。
3. 结语
在特高压钢管塔钢管-带颈法兰对接环焊缝的焊接应用中,首要GMAW+SAW组合焊接工艺,能适合各种材质的钢材焊接,又能充分发挥设备使用效能;其次小直径钢管可采用GMAW-A单面焊双面成形工艺,非高强钢可采用SAW焊接工艺;后面再采用其他的焊接方法。
随着社会的进步与发展,焊接技术也不断在进步,在后续特高压建设中,继续研究新的焊接工艺与方法,以提升特高压钢管塔的焊接质量和效率。
以上就是特高压钢管塔对接环焊缝焊接工艺研究与应用,希望可以对你在钢管塔的焊接中有所帮助,成都钢管塔感谢你的阅读和观看。

